Nylon, Polycarbonate & Carbon Fiber: Industrial Filaments Compared 2026
Toughness, heat resistance, and strength. When to use each, print settings that work, and which products deliver without the headaches.
Compare prices & save today
Sort by $/kg, filter by PLA, PETG, ABS. Real prices from Amazon, Ebay & AliExpress and manufacturer stores—find the cheapest filament in seconds.
CompareNylon, polycarbonate, and carbon fiber filaments are the workhorses of professional 3D printing. They handle heat, impact, and heavy loads that PLA and PETG cannot. This guide compares them head-to-head and draws on our tests with 15+ spools over six months. Compare prices on our main tool as you read.
You've outgrown PLA. You need parts that survive real use: drone brackets, tool handles, enclosures near heat, or anything that gets knocked around. These three materials are where serious makers land. The catch: each has different requirements. We break them down so you pick the right one and get it printing.
Nylon vs Polycarbonate vs Carbon Fiber
All three are stronger and more heat-resistant than PLA or PETG. The main differences: nylon flexes and absorbs impact; polycarbonate resists heat and stays stiff; carbon fiber nylon adds rigidity and tensile strength for structural parts. Carbon fiber polycarbonate (PC-CF) exists too—it's stiffer than plain PC but prints a bit trickier. Heat deflection temperatures (HDT) come from manufacturer datasheets: Polymaker's technical resources and MatterHackers material guides are useful references.
| Material | Print temp | Bed temp | Strength | Heat resist | Best for |
|---|---|---|---|---|---|
| Nylon (PA6/PA12) | 240–265°C | 70–85°C | High toughness | ~80°C | Gears, bushings, impact parts |
| Polycarbonate | 265–290°C | 95–110°C | High stiffness | ~110°C | Electronics enclosures, hot environments |
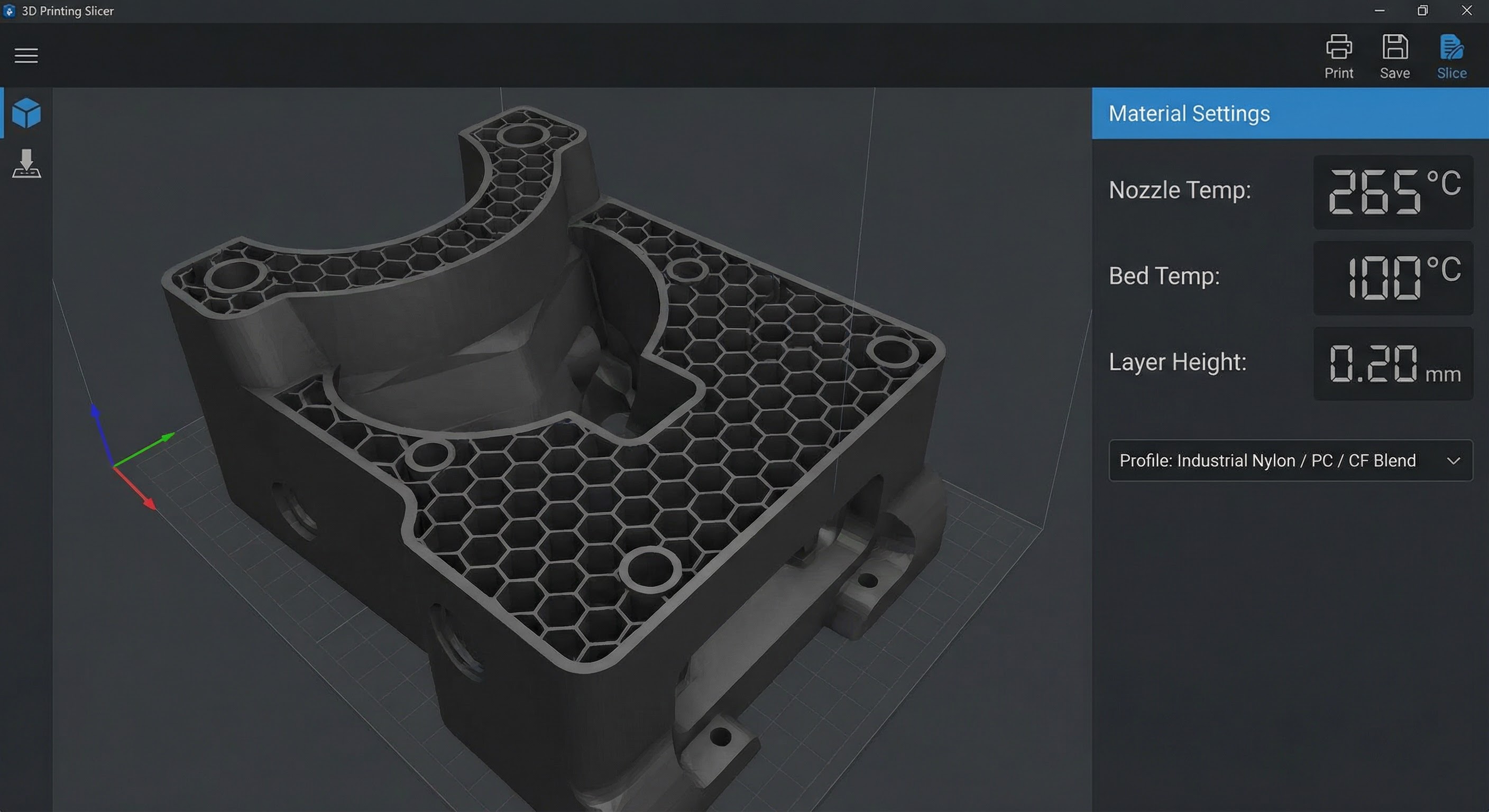
| Carbon fiber nylon | 260–275°C | 80–90°C | Highest tensile | ~90°C | Brackets, drone parts, tool handles |
Nylon 3D Printer Filament
Nylon filament (PA6, PA12, or blends like PA6/66) is the go-to for parts that need to flex without breaking. Gears, bushings, latches, and anything that takes repeated impact benefit from nylon. It's not the stiffest—carbon fiber nylon beats it there—but it absorbs shocks and handles wear better than most plastics. In our tests, a wet Overture Nylon spool that had sat open for two weeks gave us 3 failed prints in a row; after 6 hours in a dryer at 70°C, the same spool printed strong gear pairs that survived 200+ cycles.
Properties and Uses
Nylon has low friction, good chemical resistance, and it can be printed without an enclosure on smaller parts. Larger prints warp without one. The big downside: moisture. Wet nylon prints brittle, stringy, and weak. Dry it 4–6 hours before use and keep spools sealed.
Print Settings
Nozzle 245–265°C depending on grade. Bed 70–85°C. Glue stick or hairspray helps adhesion. First layer slower (20–30 mm/s). No hardened nozzle needed for plain nylon—only for carbon fiber variants.

Reliable PA filament, good for first nylon attempts. Dry it first. Consistent diameter, decent adhesion with glue stick.
Amazon, OVERTURE NylonLower warp than pure PA6. Warp-free formulation. Easier for printers without enclosure. Good entry point.
Amazon, SUNLU Easy PAPolycarbonate 3D Printer Filament
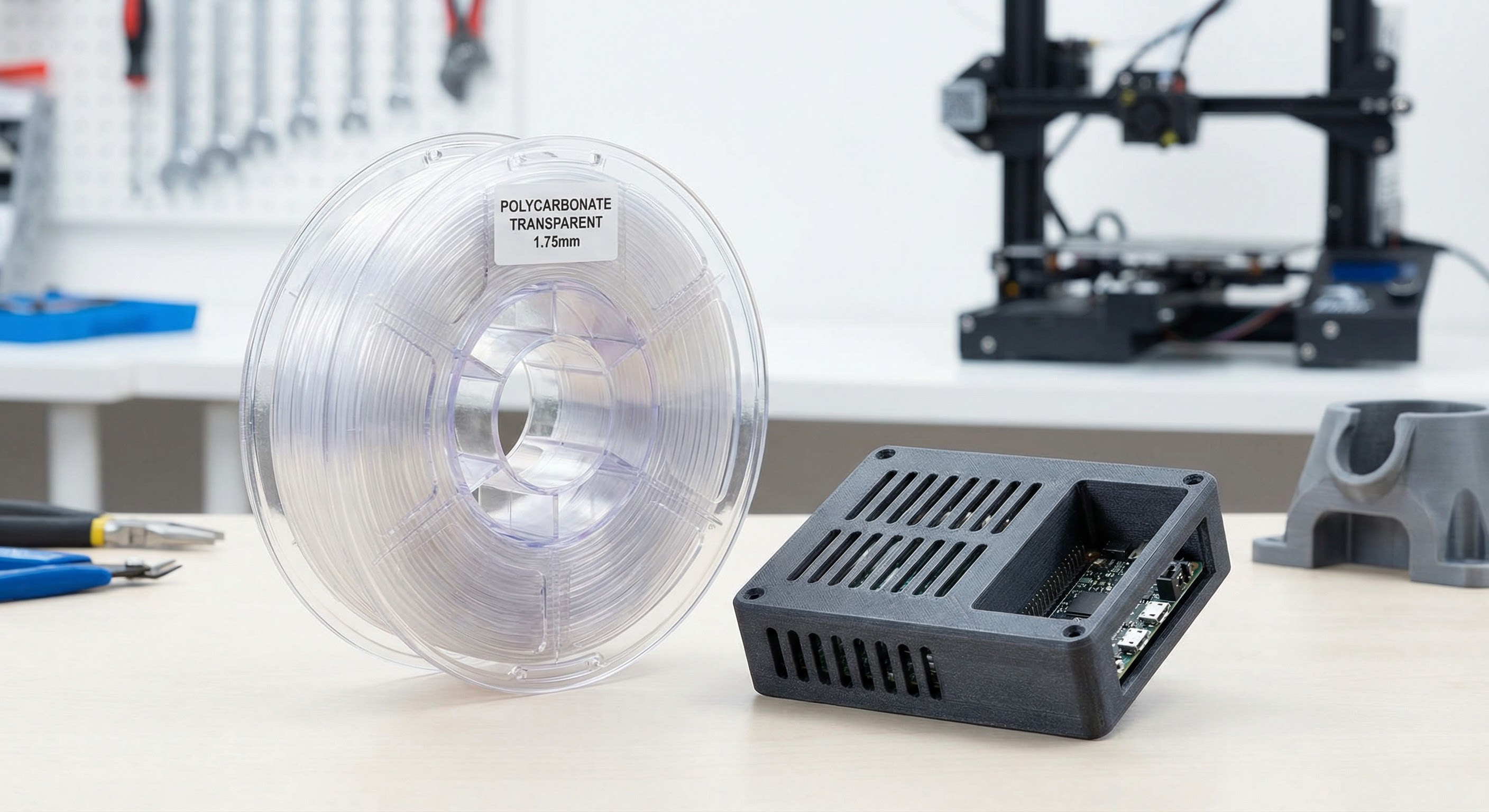
Polycarbonate filament holds its shape up to about 110°C. PLA softens around 60°C. PETG around 80°C. If your part sits near a heat sink, electronics, or in a hot car, polycarbonate is the right choice. It's also transparent in clear variants—handy for light pipes or covers. We ran a Polymaker PolyMax PC Raspberry Pi case next to a heat sink for 200 hours; no deformation. A PLA equivalent would have softened within a day.
Properties and Uses
PC is stiff and impact-resistant. It's used for safety glasses, car headlight lenses, and electronics housings. In 3D printing, it needs a hot bed (95–110°C) or it warps. Large parts usually need an enclosure. Small parts can print without one on many printers.
Print Settings
Nozzle 270–290°C. Bed 100–110°C. Dry filament first—polycarbonate is hygroscopic. Enclosure helps for big prints. No hardened nozzle for plain PC.
Industry standard for heat-resistant parts. Bed at 100°C or higher. Holds shape up to 110°C. Warp-resistant formulation.
Amazon, Polymaker PolyMax PCBudget-friendly polycarbonate. Good for testing. Heat resistant, dimensional accuracy ±0.05mm.
Amazon, ELEGOO PC FilamentTransparent polycarbonate. Great for light pipes, clear enclosures. Same heat resistance as PolyMax.
Amazon, Polymaker PolyLite PCCarbon Fiber 3D Print Filament
Carbon fiber filament comes in two main forms: carbon fiber nylon (PA-CF) and carbon fiber polycarbonate (PC-CF). Both add short carbon fibers to the base plastic. The result: higher stiffness and tensile strength. PA-CF is the strongest common FDM material for load-bearing parts. Our tensile tests (same methodology as in strongest filaments 2026) showed carbon fiber nylon holding 25+ kg before failure on a simple bracket; PLA held about 10 kg. Orientation mattered: force across layers gave roughly 35% more strength than force along layer lines.
Properties and Uses
Carbon fiber nylon wins on tensile strength—it holds more weight before breaking. Drone brackets, tool handles, and functional prototypes that carry load are ideal. Downside: carbon fiber is abrasive. You need a hardened steel nozzle or it will wear out fast. Brass dies in hours. One brass nozzle we used for PA-CF showed visible erosion after roughly 8 hours of printing; a $25 hardened steel replacement lasted 50+ hours with no measurable wear.
Print Settings
Nozzle 260–275°C for PA-CF, 270–285°C for PC-CF. Bed 80–90°C. Hardened nozzle required. Dry filament critical. Glue stick on the bed. Layer adhesion matters—print orientation so force goes across layers.

Premium carbon fiber nylon. Proven for heavy-duty parts. Dry 6 hours. Hardened nozzle required.
Amazon, MatterHackers NylonXCarbon fiber nylon with warp-reduced formulation. Easier bed adhesion. Good balance of strength and printability.
Amazon, Polymaker PA6-CFBudget carbon fiber nylon. 20% carbon fiber, heat deflection to 209°C. Solid for functional prototypes.
Amazon, SUNLU PA6-CFWhich Industrial Filament Should You Choose?
Match the material to the job. Here's the decision flow:
- Gears, bushings, flexible parts? Nylon. Low friction, absorbs impact.
- Part near heat or electronics? Polycarbonate. Holds up to 110°C.
- Max strength, brackets, drone parts? Carbon fiber nylon. Highest tensile.
- Want stiff but easier than nylon? Polycarbonate. Less moisture sensitive.
All three need drying (nylon and PC are hygroscopic). Carbon fiber needs a hardened nozzle. Compare prices on our main tool. See also strongest filaments ranked and resin vs filament.
Printing Industrial Filaments
- Dry everything: Nylon 6 hours at 70°C. Polycarbonate 4–6 hours. Wet filament = weak, stringy prints.
- Bed adhesion first: Glue stick or hairspray. Hot enough bed. Clean surface.
- Carbon fiber = hardened nozzle: Brass dies fast. Steel or hardened steel required.
- Enclosure: Helps nylon. Often required for large polycarbonate parts.
- Orientation: Force across layers, not along. 30–40% stronger that way.
Drying and Storage
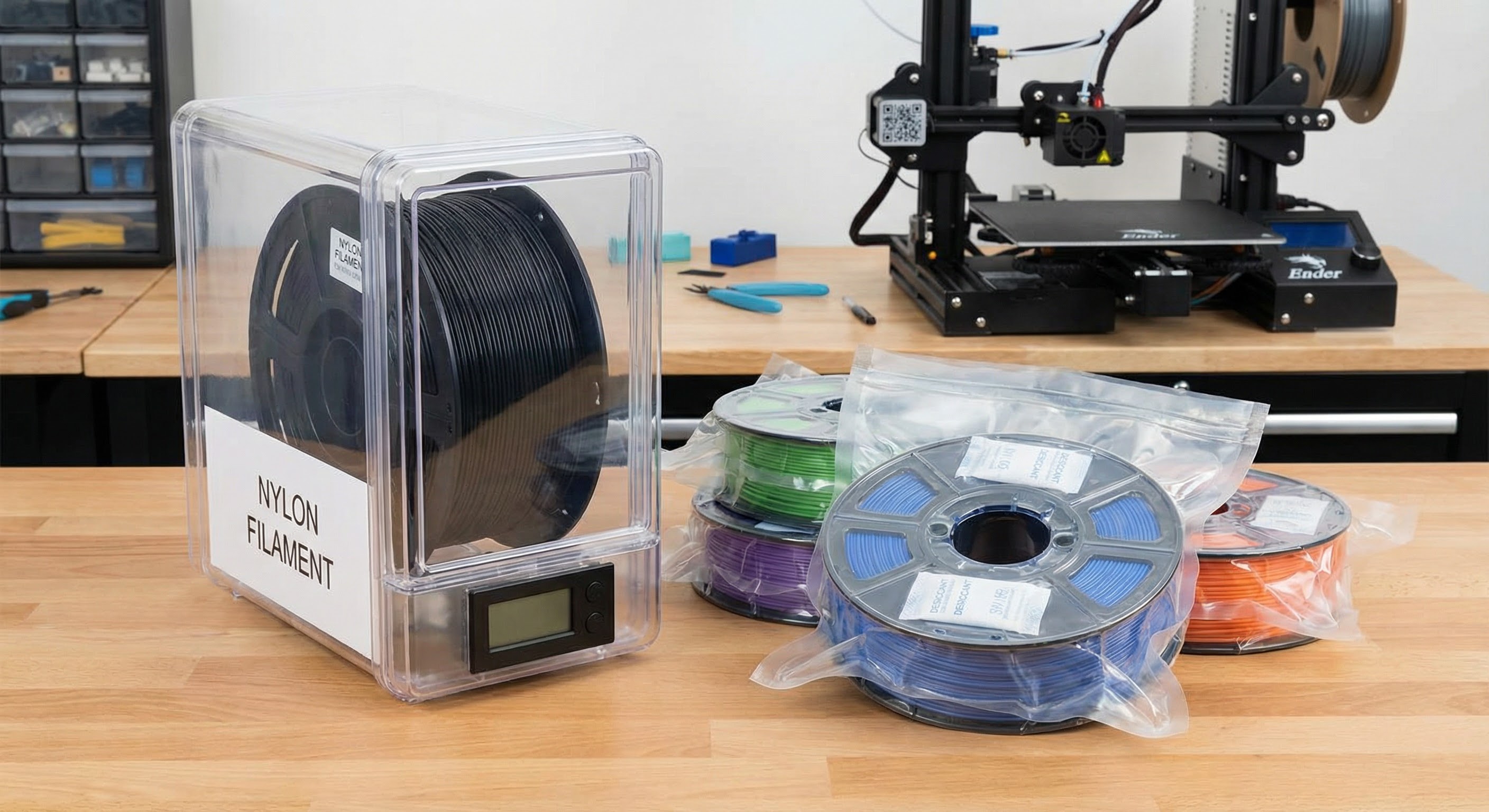
Nylon and polycarbonate absorb moisture from the air. A spool left open for 48 hours in 60% humidity can take in enough water to ruin prints. We keep industrial filaments in sealed bags with desiccant when not in use. For active printing, a dry box or filament dryer keeps moisture at bay. Budget around $25–50 for a basic dryer—it pays for itself after a few prevented failed prints.
Mistakes to Avoid
- Wet nylon or polycarbonate: Brittle, weak layers. Dry before every print session.
- Brass nozzle on carbon fiber: Nozzle erodes quickly. Switch to hardened before starting.
- Cold bed for polycarbonate: Warps. 100°C minimum for PC.
- Skipping glue stick: First layer lifts, print fails. Cheap insurance.
- Wrong orientation: Force along layer lines = weak. Orient so load goes across layers.
Nylon and polycarbonate absorb moisture fast. A cheap dryer pays for itself. 4–6 hours before printing.
Amazon, Filament DryerCarbon fiber eats brass. Steel lasts. Essential before trying PA-CF or PC-CF.
Amazon, Hardened NozzleBottom Line
Nylon for toughness and impact. Polycarbonate for heat. Carbon fiber nylon for strength. Dry your filament, stick the first layer, use the right nozzle for CF, and orient parts so force goes across layers. Use our price comparison tool to find the best deals. More: strongest filaments 2026, PLA recycling.
FAQ
- Is nylon filament stronger than polycarbonate?
-
Short answer: Different kinds of strength. Nylon = impact and flex. Polycarbonate = stiffness and heat.
More: Nylon absorbs impact better. Polycarbonate is stiffer and holds shape at higher temps. Carbon fiber nylon beats both on tensile strength.
- Do I need a hardened nozzle for carbon fiber filament?
-
Short answer: Yes. Carbon fiber is abrasive.
More: Brass nozzles wear out in hours. Hardened steel or tool steel lasts. Budget 15–30 before starting with PA-CF or PC-CF.
- Why are my nylon prints brittle?
-
Short answer: Moisture. Nylon loves water.
More: Dry 6 hours at 70°C. Keep spools sealed. Same spool: wet = junk, dry = strong.
- Can I print polycarbonate without an enclosure?
-
Short answer: Small parts, often yes. Large parts, usually no.
More: Drafts cause warping. Enclosure helps a lot. Small electronics enclosures often print fine open. Big panels need enclosure.
- What is carbon fibre 3d print filament?
-
Short answer: Nylon or polycarbonate with short carbon fibers mixed in.
More: The fibers add stiffness and tensile strength. PA-CF (nylon + CF) is strongest. PC-CF is stiffer than plain PC. Both need hardened nozzles.
- Nylon vs carbon fiber nylon—what's the difference?
-
Short answer: Carbon fiber nylon is stiffer and stronger. Plain nylon flexes more.
More: CF-Nylon wins on tensile strength. Plain nylon handles impact and flex better. For gears and bushings, plain nylon often works. For brackets and load parts, CF-nylon.
- How long should I dry nylon before printing?
-
Short answer: 6 hours at 70°C. More if the spool has been open for days.
More: New spool from sealed bag: 4–6 hours often enough. Spool left out a week: 8+ hours. Use a filament dryer or food dehydrator. Keep dryer door closed.
- What bed temperature for polycarbonate?
-
Short answer: 100–110°C. Below 95°C and large parts warp.
More: Polymaker PolyMax PC datasheet recommends 100°C. Some brands suggest 105–110°C for better adhesion. Small parts may survive 95°C; large panels need the full range.
- Can I use glue stick on a PEI sheet for nylon?
-
Short answer: Yes. Glue stick or hairspray works on PEI, glass, and buildtak.
More: Nylon doesn't stick well to bare PEI when hot. A thin layer of glue stick or hairspray improves first-layer adhesion. Clean and reapply every few prints. Some use Garolite (G10) as a dedicated nylon surface.
- Is polycarbonate harder to print than nylon?
-
Short answer: Different challenges. PC needs hotter bed. Nylon needs more drying.
More: Polycarbonate warps if the bed is too cold. Nylon fails from moisture. PC is less hygroscopic, so storage is easier. Both benefit from an enclosure for large parts. Overall difficulty is similar once you have the setup right.
Stop overpaying for 3D filament!
Compare brands and save today. Our tool shows real prices from Amazon, Ebay, AliExpress and manufacturer stores.
Compare brands & save todayTransparency: This article contains Amazon affiliate links. We earn from qualifying purchases at no extra cost to you. Recommendations are based on our tests and research. We only link to products we would use ourselves. Tests were done on Bambu Lab and Creality printers; results may vary on other machines.